Información preliminar:
A. Se debe seleccionar el tubo y el accesorio correctos
B. Las superficies de sellado del tubo y el accesorio, incluidas las roscas,
debe estar limpio y libre de daños o contaminación
C. La aplicación de un aceite ligero a las roscas puede ser útil cuando
usando accesorios de 35 mm-54 mm
Preparación de la Asamblea:
A. Corte el tubo a escuadra con un cortador giratorio limpio. Si otro corte
se utilizan métodos, como una sierra o una sierra para metales, use un paño limpio y fino
hoja dentada
B. Todas las rebabas deben eliminarse del tubo con un dentado fino.
lima o una herramienta de desbarbado
C. Asegúrese de que el tubo de cobre esté limpio, no dañado ni ovalado.
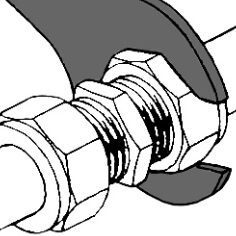
Montaje del accesorio y el tubo:
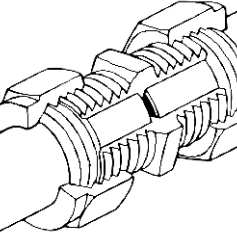
A. Retire la tuerca y la oliva del accesorio.
B. Poner la nuez y la aceituna en el tubo.
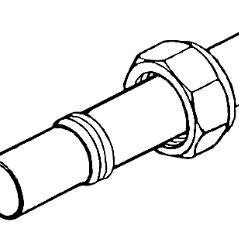
C. Inserte el tubo en el racor, asegurándose de que llegue hasta el tope del tubo.
D. Mueva la oliva y la tuerca por el tubo para encontrar las roscas de
el accesorio
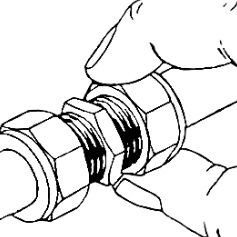
E. Apriete a mano la tuerca al accesorio
F. Luego se debe apretar la tuerca con una llave
Más detalles de instalación:
- En casos raros puede haber un pequeño llanto de la articulación. Si esto
es el caso la tuerca se puede quitar, y una unión aprobada
compuesto aplicado a la cara de sellado antes de volver a apretar el
tuerca. También es posible aplicar cinta de PTFE a las roscas. - Asegúrese de que la tuerca no esté demasiado apretada. En caso de duda, póngase en contacto con nosotros.
- En condiciones normales de funcionamiento, después de apretar la tuerca a mano,
el número de vueltas necesarias para formar una junta robusta sería:
i. 10-28 mm 1 vuelta
ii. 35-54 mm ¾ de vuelta
| Configuraciones de torque: | |
| 15 mm | 40Nm |
| 22 mm | 60Nm |
| 28 mm | 80Nm |
| 35 mm | 120Nm |
| 42 mm | 180Nm |
| 54 mm | 240Nm |
