Preliminär information:
A. Rätt rör och koppling ska väljas
B. Tätningsytorna på röret och kopplingen, inklusive gängor,
ska vara rent och fritt från skador eller kontaminering
C. Applicering av en lätt olja på gängorna kan vara till hjälp när
med 35 mm-54 mm beslag
Monteringsförberedelser:
A. Skär röret fyrkantigt med en ren roterande fräs. Om annan skärning
metoder används, såsom såg eller bågfil, använd en ren, fin-
tandat blad
B. Alla grader måste avlägsnas från röret med en fintandad
fil eller ett avgradningsverktyg
C. Se till att kopparröret är rent, inte skadat eller ovalt
Montering av koppling och rör:
A. Ta bort muttern och oliven från beslaget
B. Lägg nötterna och oliven på röret
C. Sätt in röret i kopplingen och se till att det är upp till rörstoppet
D. Flytta oliven och skruva ner röret för att möta gängorna på
montering
E. Dra åt muttern för hand till kopplingen
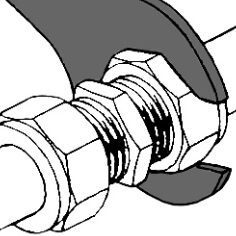
F. Muttern ska sedan dras åt med en skiftnyckel
Ytterligare installationsdetaljer:
- I sällsynta fall kan det bli ett litet gråt från leden. Om det här
är det så att muttern kan tas bort, och en godkänd skarvning
blandning appliceras på tätningsytan innan den dras åt igen
nöt. Det är också möjligt att applicera PTFE-tejp på gängorna istället - Se till att muttern inte är överdragen. Om du är osäker, vänligen kontakta oss
- Under normala driftsförhållanden, efter att ha dragit åt muttern för hand,
antalet varv som krävs för att bilda en robust skarv skulle vara:
i. 10-28mm 1 varv
ii. 35-54mm ¾ varv
| Momentinställningar: | |
| 15mm | 40 Nm |
| 22mm | 60 Nm |
| 28mm | 80 Nm |
| 35mm | 120 Nm |
| 42mm | 180 Nm |
| 54mm | 240 Nm |
